


 |
||||||||||
4. Machining, fixing, jointing, bonding and finishing of the BETONWOOD building boards
4.1 MACHINING OF BETONWOOD BUILDING BOARDS 4.11 Basic principles of machining Machining of BETONYP building board requires the use of carbide tipped tools. Traditional (iron, chrome-vanadium) hand-held tools can also be used for machining, however, the tool wear will increase in this case. The use of metallurgical tools-metal saws, metal borers-also facilitates manual processing. It is recommended to provide for dust exhaustion of appropriate efficiency, when machining BETONYP building boards. The min. exhaustion speed should be 30 m/s.
4.12 Recommendations for major operations using hand-held electric and pneumatic machines
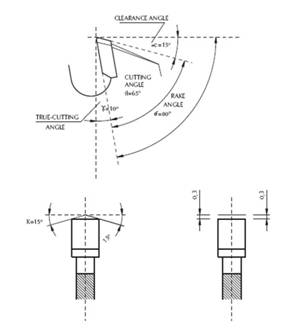
4.121 Cutting-of and cutting to size It is recommended to use carbide tipped saws. The cutting depth shall be adjusted so that the saw blade protrudes only slightly (3-8 mm) from the BETONYP building board. Favourable edge quality, improved edge durability and low cutting resistance can be obtained by the use of carbide tipped saw blades. The “A” and straight tooth types are arranged alternately. Saw blades with other shape can also be used, the edge durability edge, however, be reduced. (nmin = 4500 min-1 = 75 s-1)
4.122 Groove cutting and mortising It is recommended to use carbide tipped ripsaws. (v = 1,5-6 mm). (nmin = 5300 min-1 = 88 s-1)
4.123 Circular and other offcuts Electric compass saw can be used for cutting holes with a diameter larger than 30 mm as well as for cutting various forms and for angular cutting. (nmin = 1600 strokes/min).
4.124 Boring High-speed steel or-in series production-carbide tipped borers are recommended to use for this operation (nmin = 400 W; nmin = 1200 Min-1 = 20 s-1) The higher the r.p.m. of the boring machine, the cleaner bores can be obtained. It is recommended to use hardwood counterpiece on the exit side of the borer. Feed rate should be maintened at low value.
Recommended type of carbide tipped borers: · From 1,5 to 16 mm diameter: helical drill with 60°C cone angle · From 8 to 16 mm diameter: mortiser with guide tip and scoring edge · From 16 to 40 mm diameter: hinge borers with tuide tip and cutting edges Borers with diameter from 1,5 to 16 mm can be provided with counter sinking fixtures having carbide tipped cutting edge. 4.125 Milling It is recommended to use carbide tipped cutters for this operation , too. Cutter sets with reversible blades ensure quick tool replacement and high accuracy. (nmin = 22000 min-1 = 367 s-1) 4.126 Sanding Uneveness in joint can be elimanated by sanding. Recommended grit size of the sanding paper: 60-80. Appropriate cutting depth can be achieved only by the use of belt sanders. Dust exhaustion should be provided under any circumstances. (v = 350m/min) (nmin = 4500 min-1 = 75 s-1).
4.127 Nailing, clamping The mechanically prebored BETONYP building boards can be nailed using manual methods. Their fixing to natural wood material can be carried out efficiently by means of mechanical nailers and pneumatic clampers with automatic feed. The wood-board joint can be improved significantly by the use of spiral nail.
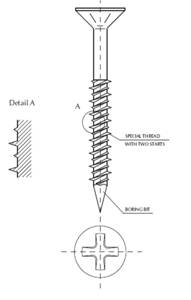
4. 128 Screwing In series production the BETONYP building boards can be screwed to ribs using pneumatic or electric screw-driving machines. When assembling structures, screw with two-start thread can be used most efficiently. preboring screw
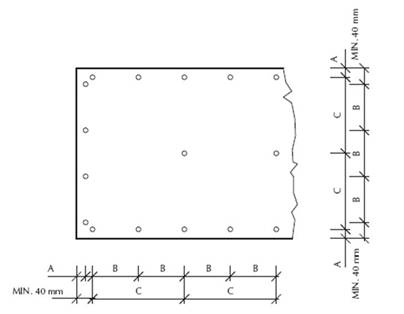
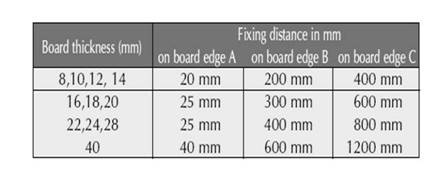
4.2 FIXING OF THE BETONYP BUILDING BOARDS The cement-bonded chipboards can be fixed by pneumatic and manual nailing, spiral nailing, screwing and pneumatic clamping.
When fixing the cement-bonded chipboards, they have to be placed on the frame ribs accurately.
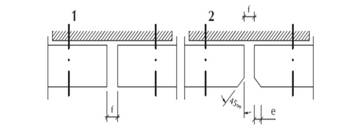
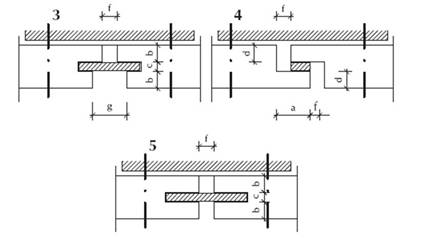
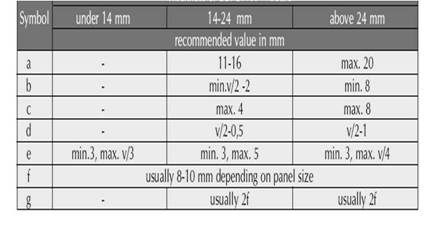
4.3 FORMING OF JOINTS When designing BETONYP structures, the following recommendations should be considered in connection with making extension:
4.31 Visible joints A wide range of extensions can be made with BETONYP boards by various edge forming.
4.4 BONDING Before the selection and the application of an adhesive for BETONYP boards it is highly recommended to ask for technical information at the supplier of the adhesive.
4.5 FINISHING, PAINTING When finishing BETONYP building boards, the following properties of board should be considered:
Due to the alkaline of board, either alkaline resistant materials should be used for finishing BETONWOOD boards or alkaline resistant prime coat should be applied to the boards.
Purpose of priming:
The so called “deep primers” resistant to alkalis (that do not show saponification on the surface) can be used for this purpose. Before the application of the finishing materials it is highly recommended to ask for technical information at their suppliers. Repair of minor damages of the board: Deep prime the damaged part together with the other parts of the surface, then fill the gap using DEKO putty. Once dried, align the puttied part with the sound parts of the surface by sanding.
To paint BETONYP building boards it is recommended to use complete coating systems developed by various paint manufacturing companies.
4.6 WALL-PAPERING Wall-papering is a generally recommended surface finishing method for living rooms. Surface preparation: Finishing of joint gaps or repair of possible surface defects by gypsum plastering (Breplasta). To compensate for the possible slight movement of structure, elastic polystyrene foam board or gypsum plasterboard is placed under the wall-paper. This sliding layer gives a surface ready for final surface forming.
First apply adhesive uniformly to the wall surface to be papered (by means of brush and distributing comb), then to the wall-paper underlay. Surfaces prepared this way should be left drying for about 10 min. A 3-4 m2 area of wall surface is recommended to be papered simultaneously. The wall-paper underlay can be applied to the wall surface by means of TEDDY roller so that the air enclosed between layers is squeezed out, when moving the roller in one direction.
The wall-papering technology used for surfaces prepared this way is similar to that applied for traditional wall surfaces. For light wall-papers with overlapped joint, the wall-paper can be applied directly to the foam board without surface justifying. Special wall-papers and claddings can be bonded with water-based dispersion adhesive. Particular care should be taken, when wall-papering vertical wall corners. Do not take over the wall-papers continuously to the neighbouring wall surfaces. Here the wall-papers should be jointed by leaving slight overlaps and bonding only one of the overlapping layers. It is recommended to perform wall-papering prior to locating the cover fillets and skirting boards, because it facilitates jointing of wall-paper borders at the horizontal edges and at the skirtings of doors and windows. Important: The adhesive, putty, paint used for PS foam board may not contain organic solvent. 4.7 CLADDINGS FOR “ROOMS EXPOSED TO WET CONDITIONS” 4.7.1 PVC cladding systems The cladding systems are suitable for making jointless, high resilint claddings in “rooms exposed to wet conditions”/toilet, bathroom, lavatory/ and on wall surfaces above kitchen worktop.
The uneveness of socle and floor slab under the flooring board should be eliminated. The following socle finishing materials can be used for ground-floor rooms: polymer mortar, self-spreading floor mass.
4.72 Tiling Tiles form a stiff layer on the wall surface (or on the floor), therefore, the following instructions should be observed, when covering with tiles: It is recommended to design an extraordinary solid load-bearing structure (solid frame building, regular fixing of boards). The movement of load-bearing structure might cause splitting or even breaking of tiles. The tiles should be applied in a netted structure, leaving min. 3 mm gap between tiles. Similarly, when forming corners, min. 3 mm gap is required. At corners joints, only permanently elastic material is permitted to be used for filling the gaps (Silicon or Acrylpaste). It is important to take into consideration that silicon type filling materials can not be coloured or painted afterwards. Therefore using silicon filling material, coloured type should be applied. Acryl pastes can be painted afterwards. Specially at bigger wall facing an elastic material has to be placed between the BETONYP boards and tiles in order that to form a sliding layer. This layer can be a polystyrene foam board to instructions (PS board by bonding, gypsum board by screwing). Tiling can be made on this surfaces. When bonding the tiles on, the adhesive supplier’s instructions must be followed. If the flooring of the room exposed to wet conditions in the roof space is also made of ceramics – especially if BETONYP floor is placed between the ground-floor and the loft - , reliable water proofing should be provided. This insulation can be renderset (BITUGEL) and bonded (bitumen + bituminous boards). The insulation should be made by folding it to the side walls by min. 10 cm. BITUGEL should be used to bond the ceramic covering to the insulation prepared this way. At the corners elastic material should be used for filling the gaps.
5. Basic principles of the BETONYP structures The previous chapters gave an introduction to the application, the physical properties, and the main features of the BETONYP building boards. Obviously the BETONYP building boards can be used in several area of the building industry. BETONWOOD. and its predecessors also used to produce plane boards, differently processed board products, and to manufacture and distribute products, constructions and elements for so called complete loading systems. For now this later activity has been ceased on the one hand because of an intention for clearing the company’s profile and on the other hand because of the complicated constructions of boarding systems and the complexity of customer response and serving the client’s demands on a standard of our days. Our intention was that the development, design, manufacturing, and distribution of constructions can be formed by using BETONYP building boards are to be accomplished by professional contractors specialised on this kind of activities providing our customers with the highest competence and expertise.
In spite of these events, during those years which were dedicated to introduce the BETONYP building boards into the market and to get them accepted by both the domestic and foreign customers in building industry, BETONWOOD and its predecessors have gained significant experience and expertise in connection with the application of the building boards. Therefore now we can publish some basic feature and possible purposes for the application of the product in order that our clients can derive benefit from them during the application of our board products. Important! It is essential that BETONYP building board is a basic commodity produced for the building industry similarly to the brick or cement. Therefore it is very important to accentuate again that any product or construction applying BETONYP building boards has to be designed taking customer requirements into account previously. During the design process the physical, mechanical, fire resistance and airborne sound insulation properties of building boards must be taken into consideration.
|
A part of biggest European plants for Betonyp® Wood pine stock Chip pine before production of Betonyp® Silos of Portland cement unload Cement Portland wood stock of Pine before entry in plants extern plants of mixing plants of mixing work processing board before pressing thikness regolation Press plants Stock dry dry boards area board in dry area Board stock cutting area work cutting machine customizing board Load board area Cutting board
Edge working customizing
Protection corner for edge work board
plants of sanded board
board ready for packaging
cutting area stock
packaging area
|
|||||||||